一、主要模块功能介绍
1、隔膜放卷系统(两套)
(1)隔膜卷安放在气胀轴上固定,气胀轴采用悬臂式结构,且附有刻度尺。
(2)用步进电机放卷,放卷速度可跟据叠片速度与张力大小自动调整,具有慢速、快速、停止、反转等放料功能。
(3)张力机构既能调节张力,同时也是隔膜的缓存装置。
(4)配备自动纠偏控制器,高精度纠偏传感器,隔膜纠偏精度≤±0.2mm。
2.料盒装置
(1)本设备的料盒分为正极料盒和负极料盒两种。
(2)料盒配备升降机构,根据料盒中极片的多少自动升降,保证机械手在同一高度取片。
(3)料盒内侧配有吹风装置,预防极片粘贴在一起,方便机械手取片,同时也防止吸多片。
(4)正、负极料盒配有吸尘装置,可吸走极片上掉落的灰尘,统一收集在机器下方的粉尘收集袋中,粉尘收集袋设计成可拆式,方便粉尘处理。
(5)本机料盒内部有特殊涂层,防止极片在转运过程中刮伤,保证极片无损伤,表面无印痕等。
3.极片搬运机械手(两套)
该机构用于将正、负极片分别搬运至极片预定位处,定位完成后再将其搬运至叠片台。
(1)机械手横移采用伺服驱动,重复定位精度高。
(2)料盒机械手带有震片功能,可有效防止吸多片。
(3)设有漏吸片检测功能,漏吸片时重复吸取。
(4)采用真空吸具吸取极片,保证极片转运过程中极片表面无损伤。
4.极片预定位系统(正负各两套)
(1)预定位系统分为负极预定位和正极预定位两种,两种结构基本相同。
(2)预定位台中间固定一块极片垫板,其大小与极片大小一致,在极片的四方各有一块定位挡板,其中两个挡板固定,另外两个挡板在定位气缸的作用下可张开或合拢,对极片进行定位。
(3)定位挡块内侧有防止极片碰伤的软胶,速度可调整。
(4)定位板根据客户提供的极片尺寸定制。
(5)当极片规格改变时,在可调范围内,只需更换极片垫板。
(6)设有防尘罩,粉尘收集后集中处理,避免二次污染。
5.叠片台(两套)
(1)叠片台用于堆放机械手搬运的正、负极片及隔膜。
(2)压刀升降由两组气缸控制,保证压刀在叠片时拉紧,在抽出时放松,不损伤隔膜,极片无压痕。
(3)压刀由粉末冶金材料并经过特殊处理制作而成,使用长久不变形。
6.取电芯系统(两套)
(1)取电芯系统用于叠片完成并热切隔膜后,由取电芯机械手将电芯取出,并输送至出料口。
(2)电芯夹手指与极片接触的部位均贴有泡棉,电芯转运过程中表面划伤、刮伤、撕伤等现象。
一、设备主要组成
序号 | 系统名称 | 数量/套 | 说明 | 备注 |
1 | 机身本体 | 1 | (1)型钢焊接机架1个,水平支撑基板1块 (2)铝合金框架,有机玻璃门,封板为1.5mm铁板喷粉 | |
2 | 料盒装置 | 4 | (1)用于放置正、负极片 (2)设有顶升机构,使得机械手每次都在同一高度取片 (3)料盒吹气、分片毛刷可有效防止多片 (4)配有吸尘系统,及时收集掉落的粉尘 | |
3 | 隔膜放卷系统 | 2 | (1)隔膜主动放卷 (2)设有放卷纠偏,纠偏精度≤±0.2mm | |
4 | 极片预定位系统 | 4 | (1)机械式精确定位(采用定位块) (2)粉尘收集装置,及时收集掉落的粉尘 | |
5 | 极片搬运机械手 | 2 | (1)由伺服电机驱动精密丝杆带动机械手分别将正、负极片从各自的料盒中取出并放置在极片次定位系统处 (2)极片定位完成后,由机械手将其抓取并放置在叠片台 | |
6 | 叠片台 | 2 | (1)用于堆放机械手搬运的正、负极片及隔膜 (2)叠台具有升降功能,使机械手每次放片都在同一高度 | |
7 | 隔膜切刀组件 | 2 | (1)采用美工刀片切断隔膜 (2)切断面无开裂或颗粒现象 | |
8 | 取电芯系统 | 2 | 取电芯机械手将叠好的电芯取出并转移至出料口 | |
9 | 电气操作系统 | 2 | 使用触摸屏操作,操作箱安装在设备外罩上,结构紧凑,且附带紧急停止、手/自动、启动等按钮 | |
10 | 控制系统 | 2 | PLC、伺服、传感器等主要电器元件和气动元件均采用进口与国内品牌,主要电气集中安装于设备内部控制箱中,节省空间,便于维护 | |
11 | 操作界面 | 2 | 操作界面简单明了,具有产能统计功能,具有【手动/自动】运行功能,被行业内称为最好用的设备。故障停机或暂停后,必须人工按“启动”按扭方可正常启动 | |
12 | 随机标配换型物料 | 1 | 自带1套 |
二、主要元器件配置表
序号 | 名称 | 厂家 | 产地 | 备注 |
1 | 伺服系统 | 松下/雷赛 | 日本/中国 | |
2 | PLC | 欧姆龙 | 日本 | |
3 | 人机界面 | 步科 | 中国 | |
4 | 纠偏控制 | 松下/道川 | 日本/中国台湾 | |
5 | 光电开关 | 道川 | 中国台湾 | |
6 | 感应器 | 道川+AirTAC | 中国台湾 | |
7 | 气动元器件 | SMC/AirTAC | 日本/中国台湾 | |
8 | 直线导轨 | 上银(HIWIN) | 中国台湾 | |
9 | 滚珠丝杠 | 上银(HIWIN) | 中国台湾 | |
10 | 轴承 | NSK | 日本 | |
11 | 离子风机 | AP/SHUNGUAN | 中国 |
三、整机功能标准配置
序号 | 名称 | 功能配置 | 客户需求(√) | 备注 |
1 | 吸尘系统 | 设备自带吸尘系统 | √ | |
使用用户厂房吸尘系统 | ||||
2 | 设备外观颜色 | 海得地标准(国际暖灰色1C) | √ | |
用户指定标准(用户提供色板) | ||||
3 | 真空系统 | 设备自带真空 | √ | |
使用用户厂房真空源 | ||||
4 | 客户需求换型物料 | 自带1套 | √ | |
5 | 其它特殊要求 | 无 |
四、换型物料(在设备兼容范围内,当型号变化时需更换的物料)
序号 | 所属部件 | 零件 | 数量 | 单位 | 备注 |
1 | 料盒装置 | 料盒垫板 | 1/料盒 | Pcs | |
2 | 极片预定位系统 | 定位基准板 | 4 | Pcs | |
3 | 极片搬运机械手 | 极片吸板 | 4 | Pcs | |
4 | 叠片台 | 叠片底板 | 2 | Pcs | |
5 | 取电芯系统 | 电芯夹手指 | 2 | 组 | 极片变化较大时更换 |
6 | 其它 | 无 |
序号 | 名称 | 规格型号 | 数量 | 厂家 | 备注 |
1 | 真空吸盘 | PA-10S | 8个 | 柏卡 | |
2 | U型传感器 | EE-SX672WR | 4个 | 欧姆龙 | |
3 | 真空过滤器 | ZFC100-06B | 2个 | SMC | |
4 | 真空发生器 | VAB0706 | 2个 | chelic | |
5 | 特氟龙 | 辅料 | |||
6 | 其它 | 无 |
序号 | 名称 | 规格/型号 | 数量 | 备注 |
1 | 机器 | DSP-LM18D型 | 1台 | |
2 | 使用说明书(含电路原理图) | 1份 | ||
3 | 主要零配件使用说明书 | 1份 | ||
4 | 设备维护保养说明书 | 含保养位置、方法、保养标准 | 1份 | |
5 | 合格证、保修卡 | 各一份 | ||
6 | 工具箱 | 1个 | ||
7 | 易损件及清单 | 1套 | ||
8 | 换型物料(及清单) | 1套 | ||
9 | 活动扳手 | 8" | 1把 | |
10 | 螺丝刀 | 3"、6" | 一字十字各1把 | |
11 | 内六角扳手 | 公制 | 1套 |
序号 | 项目 | 具体内容 | 备注 | |
1 | 安装环境 | 无腐蚀性气体、液体,无爆炸性气体 | ||
2 | 设备外形尺寸 | L1500×W1650×H2100mm (高度不含三色灯,以最终设计完成尺寸为准) | ||
3 | 重量 | 约2.0T | ||
4 | 电源 | 220VAC±5%,功率3.5KW | ||
5 | 气源 | 压力5~7 kgf/cm²(0.5~0.7MPa),流量60L/min | ||
6 | 温度\湿度 | 5-35℃; 5-55% | ||
7 | 磁界及震动 | ①应没有影响装置的磁界;②震动幅度不大于0.3mm | ||
8 | 地面承重 | 550Kg/m2 | ||
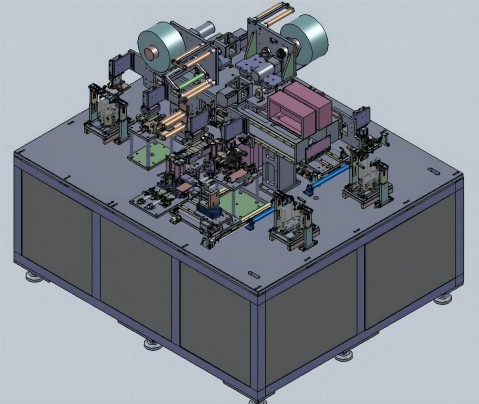
9 | 设备外形图 (供参考) | 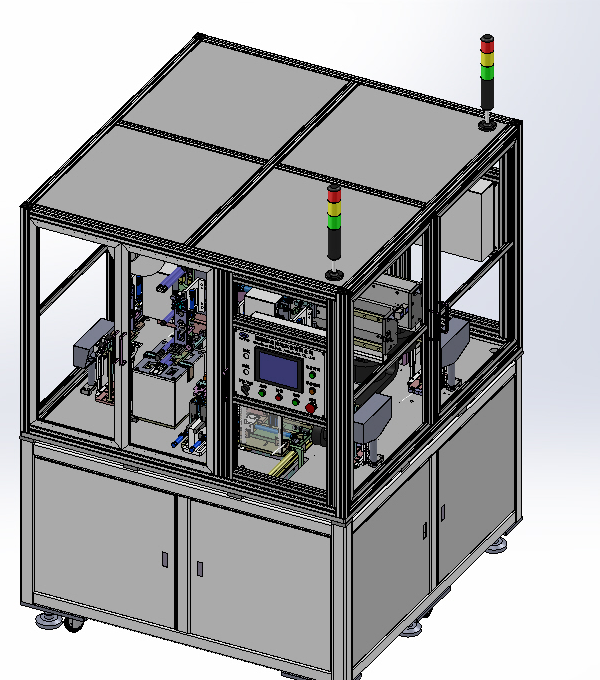 | ||
一、设备兼容的产品规格
本设备可适应叠放多种不同规格的极片,具体适应规格如下表所示。
规格 材料 | 来料 | 长度/mm (不含极耳) | 宽度/mm | 厚度/μm | 内径/mm | 最大外径/mm | 备注 |
正极 | 片料 | 50~150 | 30~90 | 100~300 | / | / | |
负极 | 50~150 | 30~90 | 80~270 | / | / | ||
正极极耳 | / | 5~30 | 5~30 | 12~30 | / | / | 铝箔 |
负极极耳 | 5~30 | 5~30 | 8~22 | / | / | 铜箔 | |
隔膜 | 卷料 | / | 根据极片 | 12~45 | 3寸(Φ76.2) | Φ300 | |
客户给定极片规格尺寸 | 电芯长度 mm(不含极耳),电芯宽度 mm,极耳长度 mm,极耳宽度 mm | 请提供准确数据用于做夹具 | |||||
注:上述为我司生产的19型双工位半自动叠片机所能兼容的极片范围,当贵方所需求的兼容范围超出上述范围时,需更换为我司其它规格的机型。
二、设备对隔膜及来料要求
项目 | 具体内容 | 备注 |
极片外形及误差 | (1)极片无明显掉粉现象,无明显波浪边缘 (2)极片及极耳边沿处毛刺小于隔膜厚度的1/3 (3)极片模切误差小于0.2mm,以不影响极片定位为准 (4)极耳须平整,尽量避免碰弯 | |
隔膜蛇形弯误差 | ≤±0.3mm/1m | |
其它 | 极片来料无明显翘曲变形;极片来料无明显黏连 | |
隔膜须收卷均匀;宽度误差小于0.5mm;塔形误差小于1mm |
三、设备所产电芯规格
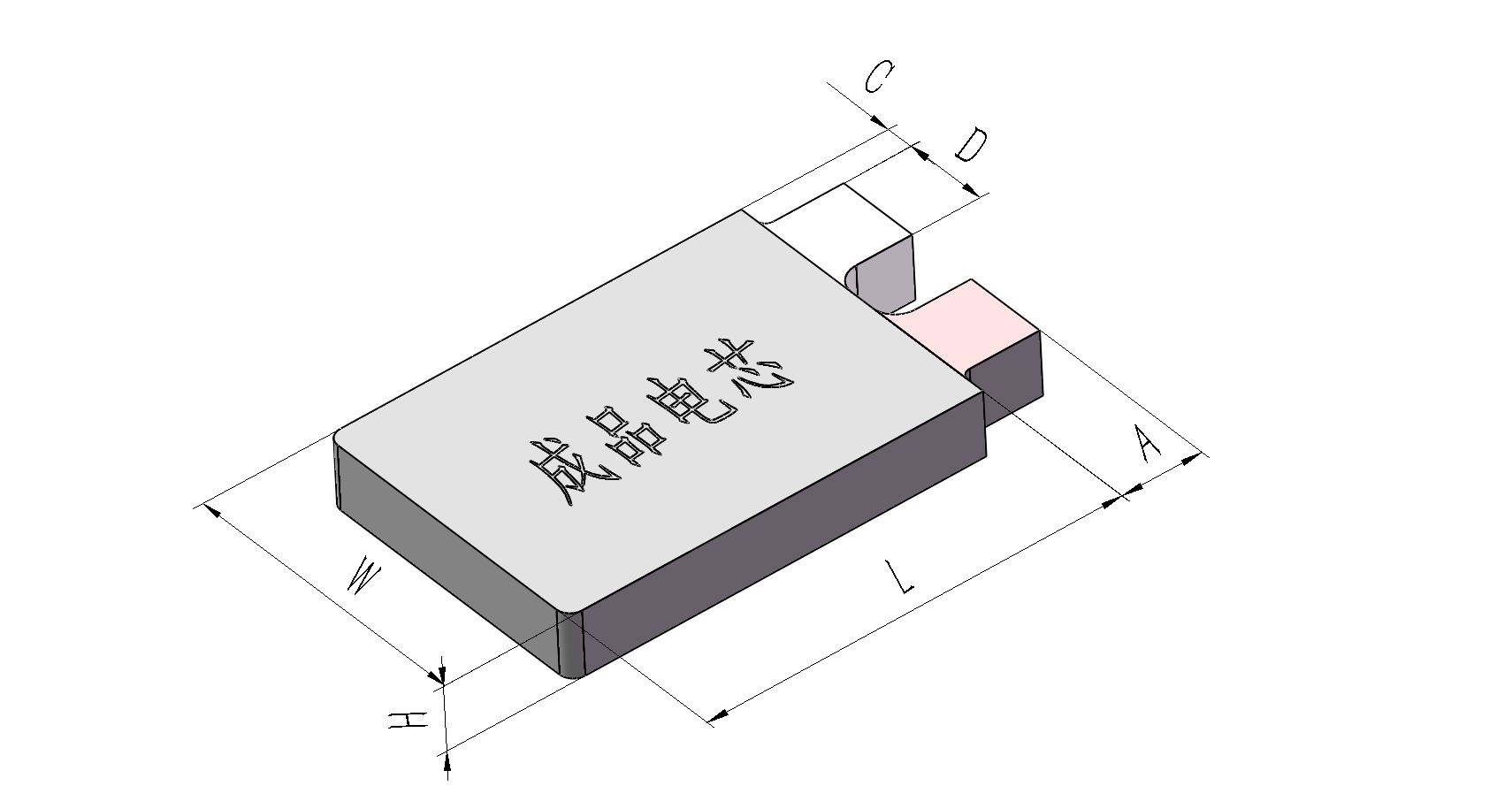
序号 | 项目 | 规格 | 电芯示意图 |
1 | 电芯长度L/mm | 根据极片 |
|
2 | 电芯宽度W/mm | 根据极片 | |
3 | 电芯厚度H/mm | 根据客户需求定制 | |
4 | 极耳外露A/mm | 根据极片与隔膜 | |
5 | 极耳宽度D/mm | 根据极片 | |
6 | 极耳方向 | 同侧或者异侧 | |
7 | 层数 | 正极 层、负极 层 | |
8 | 备注 | 请贵方提供电芯的准确尺寸 |
四、设备主要技术参数
序号 | 项目 | 技术参数 | 备注 |
1 | 设备产能 | 单侧:1.0~1.4s/Pcs | |
2 | 电芯厚度 | 根据客户需求定制 | |
3 | 相邻极片对齐精度 | ≤±0.2mm | |
4 | 极片整体对齐精度 | ≤±0.3mm | |
5 | 隔膜纠偏精度 | ≤±0.2mm | |
6 | 极片与隔膜对位精度 | 极片中心偏差值≤±0.3mm | |
7 | 隔膜端面对齐精度 | ±0.3mm | |
8 | 叠片数量 | 在厚度范围内可设定 | |
9 | 切隔膜方式 | 美工刀片 | |
10 | 隔膜张力控制方式 | 配有标准的张力配重块和张力气缸(根据实际情况选用) | |
11 | 设备稼动率 | 98%(只由本机造成的故障) | |
12 | 产品合格率 | 99%(只由本机造成的不良,来料不良剔除) |